The P.S.P. 231 is one of the narrowest of Mavic mountain bike rims, easily one of the most popular rims we sell. Although the 231 is produced in both 700c and 26" diameters, we sell it only in the 26" size. The 231 is a Box shaped rim with flat sidewalls, that's unusual in design. Though it's a double wall extrusion, it also has round channels where the sidewall and spoke bed walls join. A thin cross-tie wall joins the two channels together. The two channels running the circumference of the rim give it a great deal of rigidity, and in many cases that alone would be structure enough, but add to that the cross-tie wall joining the channels and give the rim an incredible amount of lateral torsion stability.
The added weight of the thin cross-tie wall is negligible, and comprises a very small percent of the total rim weight. After extrusion the rim stock is Clear anodized leaving it a "buff" Silver SBP color, then rolled into the rim's hoop shape. The rim ends are joined using two 4.5mm diameter, tapered end, curved aluminum rod that are pressed into the channels of both rim ends. This process uses the channels as a tight fitting sleeve, and the rim contour, for the rod fasten and the rim together.
We've found the 231 joint to be consistently tight, with smooth sidewall contact and lacking gaps. The 231 uses a one-piece, single wall stainless steel eyelet. Let's briefly review what an eyelet's purpose is; first-most it is to displace the weight on the spoke when it is in the vertical position, at that point in the wheel revolution the majority of the weight the wheel supports "hangs" from the rim on the single spoke.
One-piece and two-piece double wall eyelets use the steel upper cup piece to "load" the top of both the cross-tie and spoke bed wall, this displaces the singular spoke nipple load over a far, far larger area to prevent pull through failure. The second-most purpose for an eyelet is to create a contoured resting point for the spoke nipple to contact. Remember, the "piercing" or drilling for the spoke nipple almost always leaves a square 90¡ surface, an eyelet smooths this common surface. An eyelet's last possible function may be to lubricate the nipple during the truing process, this would be accomplished by making the lower eyelet in a two-piece or the entire eyelet as brass. The eyelet used on the 231 shifts the load in the least significant way to the top of the spoke bed wall, least significant because merely the top of the small eyelet is suspending the load over the rather small surrounding spoke bed wall surface.
Although the eyelet provides a rounded surface for nipple to rest and turn in, the steel lacks the self lubricating quality of a brass or nickel plated eyelet. A one-piece or two-piece double wall eyelet would better achieve the purposes, even though it would add some additional weight. We found one of our production specimens for writing and weighing showed some distortion from the eyelet insert and peening process on the spoke bed wall. The amount of force from the peening machine was set just a little high. This is probably the best place to mention that the option of ceramic coating treatment on the Silver sidewalls of the 231 that was available in 1992 and early 1993 was discontinued in the 1993 model year.
We sell the P.S.P. 231 rim with 28, 32, or 36 spoke holes and a Presta valve drilling. It has a Silver SBP finish. More specifics about the PSP 231 mountain rim are available in the Rim Table. These have been replaced by the Mavic 217 rim
Mavic also makes the 231 extrusion in a hard anodized, dark Grey version. The CD or "couche dure" is the same rim but is rolled and joined first, then drilled for the spoke and valve holes, finally it given the hard anodizing surface treatment before eyelet insertion. We sell the P.S.P. 231 CD rim with 28, 32, or 36 spoke holes and a Presta valve drilling.
More specifics about the P.S.P. 231 CD mountain rim are available in the Rim Table. These have been replaced by the 217 rim.
The P.S.P. 261 is remarkably similar in design to the 231 rim written about above. It is also a mountain bike rim with a Box shape having flat sidewalls. Like the 231 it's a double wall extrusion with round channels running around the circumference of the rim with a thin cross-tie wall linking the two channels together. This design gives the rim good structural stability and increases the rim's lateral torsion stability. As stated above, the channels alone would likely be enough, this added cross-tie brings minimal added weight with considerably added strength. In all, an excellent design for a slightly wider mountain rim.
After extrusion the rim stock is Clear anodized leaving it a "buff" Silver color, then rolled into the rim's hoop shape. The rim ends are joined using two 4.5mm diameter, tapered end, curved aluminum rod that are pressed into the channels of both rim ends. This process uses the channels as a tight fitting sleeve, and the rim contour, for the rod fasten and the rim together. We've found the joints to be generally well executed, with the rim end surfaces making close contact, and just a slight rise adjoining sidewalls.
The 261 uses a one-piece, double wall eyelet. The eyelet is stamped from stainless steel creating an oval flange which rests on the top surface of the cross-tie wall, a descending cup which rests against the top of the spoke bed wall and the steel tube which protrudes through the spoke bed wall. Force applied to the eyelet, from the top, with the eyelet resting on a mandrel forces the eyelet to blossom into the rounded circle that grips the spoke bed wall holding the eyelet firmly in place. We found no evidence of distortion in the spoke bed wall from this peening process. This is also probably the best place to mention that the option of ceramic coating treatment on the Silver sidewalls of the 261 that was available in 1992 and early 1993 was discontinued by the 1993 model year.
We sell the P.S.P. 261 rim with 28, 32, or 36 spoke holes and a Presta valve drilling. More specifics about the PSP 261 rim are available in the Rim Table.
The Mavic P.S.P. 261 CD as you may have guessed is the Hard anodized version of the Silver 261 written about above. Though all other aspects of the rim are the same, the anodizing process on this rim is performed after it has been rolled, joined, and drilled for the spoke and valve holes. More specifics about the P.S.P. 261 CD rim are available in the Rim Table.
Have you noticed yet that the 231 rim has about a 23mm outer width? And the 261 has about a 26mm outer width, well the 26" diameter, Mavic P.S.P. 281 conforms to this principle having a 28.1mm outer width. This is the widest of the Mavic mountain rims that employ a double walled and channeled construction. Like the 231 and the 261 round channels exist around the circumference of the rim where the spoke bed and sidewalls join, with a thin cross-tie linking the two channels. For all the reason described above, this is a superior design. The Box shaped extrusion has flat sidewalls.
After extrusion the rim stock is anodized, then rolled into the rim's hoop shape. The rim ends are joined using two 4.8mm diameter, tapered end, curved aluminum rod that are pressed into the channels of both rim ends. This process uses the channels as a tight fitting sleeve, and the rim contour, for the rod fasten and the rim together. The 281 rim uses two-piece double wall eyelets to equalize the spoke nipple stress and help prevent spoke nipple pull through failure. Both eyelet pieces are stamped from sheet stainless steel, the upper eyelet piece is cup shaped, while the lower eyelet piece takes the form of a hollow rivet.
The upper piece, having an oval flange, is inserted into the spoke hole from the interior, or tire side. The lower piece is set into the upper cup piece, with the lower piece protruding though the spoke bed wall. Force is applied to the top of the lower piece so a mandrel can flare the lower piece into a smooth round blossom that now holds both eyelet pieces firmly to the cross-tie and spoke bed walls. The spoke bed wall on the PSP 281 showed no post machining distortion from this peening process.
The PSP 281 rim is available in a Silver or hard anodized "CD" finish with 36 spoke holes and a Presta valve drilling. More specifics about the PSP 281 rim are available in the Rim Table.
At the itme the final touches were being applied to rims for this edition of the Buyer's Guide, Mavic released 3 new rims. The 230 looks as if it's set to take on the dominance of the 231 rim. It uses double wall channeled construction with one piece stainless steel eyelets. The rim is rolled into a hoop and uses two pins that fit into round channels to hold the ends together. This is considered to be among the lightest rims for mountain use available.
A part of its intended strength comes from a 13mm wide raised ridge on the hub facing wall. The eyelet type and installation style are the same found on the 231 rim. The 230 comes in two finishes. TBP which is a SIlver anodized finish and TIB which is a copper metallic Grey anodized finish.
The 230 comes in 28, 32 or 36 holes with a Presta valve drilling. More specifics are in Rims table.
PSP 230 SBP SIlver (Hole-8-2-6 / S) $ Price in Catalog
PSP 230 TIB Grey (Hole-8-2-6 / T) $ Price in Catalog
Mavic noticed that some of their competitors are welding the rim ends togetherand have begun to weld their own. These Mavic rims after welding are machined, through milling and polishing, to leave a satin smooth surface with no hint of the rim joint. Remember all Mavic rims except the Open S.U.P. CD, the 217 and the 117 S.U.P. CD use an aluminum insert within the extrusion walls to hold the rim ends together. Though this has been the traditional way to join rim ends, there is sometimes a ridge or gap at the joint leaving a high point that the pad "grabs" with each revolution making a "thumping" sound as you decelerate.
The S.U.P. series of rims bring a welded joint to the Mavic line of rims. S.U.P. stands for "SoudŽ. UsinŽ. Process. "Souder" is the French transitive verb to join or unite, "souder ˆ l'arc Žlectrique" for example means to electrically arc weld. "Usiner" is the French transitive verb to machine finish. "Process" comes from the masculine noun "processus" which translates pretty directly as process.
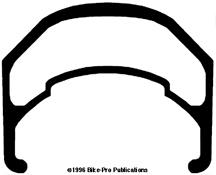
The 26" diameter, 117 SUP rim uses a "U" shaped, double wall extrusion. The extrusion is rolled into the rim's hoop shape, then the ends are inert gas welded together. After welding, the extra weld bead left in the interior of the rim where the tire seats is machined with a grinder to remove the "flash", and the exterior sidewalls are machined leaving fine circumferential ridges around the rim. The machining on the sidewall at the joint, leaves the joint sidewall as smooth as the rest of the rim. After the surface machining, the rim is drilled for the spoke and valve holes, then hard anodized to a glossy dark Grey finish. At this point, the only physical evidence of the weld, on the sidewall, is a slight darkening where the weld occurred. This may be from the high temperature, or a slightly different aluminum alloy was used in the wire feed welder.
The 117 SUP rim uses a one-piece, single wall, stainless steel eyelet to try to equalize spoke nipple stress and prevent nipple pull through failure. If you've followed us through Mavic rims, you know we discussed this type of eyelet in our discussion of the Mavic PSP 231 mountain rim, reading that passage again will refresh you about one-piece, single wall eyelets. Notice in the cross sectional image of this rim that the spoke bed has no added thickness in the eyelet area. We found no distortion on the spoke bed wall from the eyelet peening process. This rim though a bit more expensive, is likely to be a big seller for Mavic, owing to its aluminum alloy, smooth weld, and a hidden characteristic in their hard anodizing process.
The 117 S.U.P. rim is available in the SBP SIlver and the CD hard anodized Grey finish with 28, 32 or 36 spoke holes and a Presta valve drilling. More specifics about it are available in the Rim Table.
117 SUP CD Grey 26"(Hole-8-2-6) $ Price in Catalog
117 SUP SBP Silver 26" (Hole-8-2-6) $ Price in Catalog
Mavic makes the 117 S.U.P. available with a ceramic coating on the sidewall braking area. The area where brake pads contact this rim has a ceramic coating. Mavic uses a flame spray at high temperature to apply an aluminum and titanium oxide mixture. The ceramic powders are applied using a gun with an air-acetylene flame. The ceramic powders are carried in a stream of air toward the flame, through a central nozzle, within the head of the gun. As the ceramic powders contacts the flame, it becomes molten and is projected onto the rim's prepared sidewall surface. In the United States, plasma spray equipment to perform this process is available through Metco, a division of Elmer Perkin, in Westbury, New York, with ceramic coatings available from either Metco or the 3M Company.
The ceramic coating treatment improves the sidewall's friction with the brake pad because of its finely raised abrasive surface. It also protects the metal of the rim itself from the abrasive effects of the brake pad, which we've probably all seen as silver streaks on a rim that has been well used for a long period of time. The 117 SUP CD ceramic rim, in the areas where there is no ceramic treatment, are a slightly different color than the 117 SUP CD. They are a Grey that has a slightly Blue or Black cast to the color rather than the Grey that has a slightly Brown cast as all other Mavic "CD" hard anodized rims have. The extrusion, welding and eyelet insertion all appear to be identical to those found on the 117 SUP CD rim. . We sell the 117 S.U.P. CD Ceramic rim with 28, 32 or 36 spoke holes and a Schrader valve drilling.
This rim comes drilled for a Schrader valve, but also comes with a small rubber grommet that fits into the valve hole which reduces the effective diameter to that required by a Presta valve. More specifics about 117 SUP CD Ceramic are available in the Rim Table.
117 CD Ceram 26" (Hole-8-2-6 / C) $ Price in Catalog
The 121 CD Ceramic was released just as we were finishing this edition of the Buyer's Guide. It incorporates many of the features of the previous 2 rims. The 121 is a wider than average rim that can be used for downhill riding. The extrusion once rolled into the hoop is welded like the 117 SUP. The outer sidewall of the 121 is has the SUP machine cut, leaving a smooth seam. The rim is then given the CD hard anodized treatment. Like the 117 Ceramic, the 121 CD Ceramic has the same plasma gun flame oxide treatment in the area of brake pad contact.
Details about the rim can be pulled from the Rims table. The 26" diameter SUP 121 CD Ceramic is available only in a 32 hole model, drilled for a Schrader valve but a schrader to Presta adapter is included to modify the rim if necessary.
SUP 121 CD Ceramic - 32 hole $ Price in Catalog
The 217 arrived late to be properly reviewed. The rim appears to be a variation of the 117 rim. In this case the 217 is welded and then to make the side as smooth as possible, it is given ultra-fine milling work that leaves very fine concentirc rings. This machine work to the side of the rim is done after the rim is anodized so the un-anodized, machined surface is capable of greater braking grip and heat disapation. The 217 rim has one piece single wall eyelets of the sort described in the 231 review.
The 217 is available in a SBP - Silver finish or a TIB finish which is a copper colored Ti Grey. Some specifics are available in the Rims table.
SUP 217 SBP 26" - Silver (Hole-28-32-36) $ Price in Catalog
SUP 217 TIB 26" - Ti Grey (Hole-28-32-36) $ Price in Catalog